《中国制造2025》设定的技术目标是,锂电池的能量密度在2020年达到300Wh/kg,2025年达到400Wh/kg,2030年达到500Wh/kg。目前,市场上使用的液体电解质系统的电池能量密度约为250wh/kg,少数企业声称已达到300Wh/kg的目标。然而,这在材料选择、电解质调整和结构设计方面消耗了大量能量,可能会牺牲部分电池的稳定性和寿命。如果我们想在未来实现更高的能量密度并实现《中国制造2025》设定的技术目标,我们需要在革命性的阳极和阴极材料以及电池系统方面进行创新。固态电池被认为是下一代最有希望取代液态锂电池的电源。与现有的大规模生产的动力电池相比,固态电池使用固体电解质。与液体电解质的易燃特性不同,固体电解质不易燃、无腐蚀性、不易挥发,不存在泄漏问题。它在高压下更稳定,使电池能够在高压下工作,这将大大提高锂电池的比能量和安全性。1.全固态电池的问题目前制约全固态锂电池应用的主要问题是电池的低能量和低功率密度,而决定电池能量和功率密度的主要因素包括电极材料、电解质材料及其界面的特性。在无机化学领域,许多大师对无机电解质进行了全面的研究,为锂电池电解质的选择奠定了坚实的基础。例如,无机硫化物固体电解质由于其高离子导电性,最近引起了人们的广泛关注。它的离子电导率可以与有机液体电解质的离子电导率相媲美。然而,全固态电池中的接口问题尚未得到有效解决。界面问题:电解质从液体变为固体后,锂电池系统从电极材料电解质的固液界面变为电极材料固体电解质的固-固界面。不同之处在于,固体和固体之间没有润湿性,其界面更容易形成更高的接触电阻。固体电解质/电极界面难以完全接触,成分相互扩散甚至反应,形成空间电荷层,导致全固体锂离子电池的内阻急剧增加,电池的循环性能恶化。目前,有三种方法可以在生物和固体电解质之间建立紧密的结合:一种是使用脉冲激光沉积,虽然效果很好,但仍处于实验室阶段,使用这种方法进行大规模生产是不现实的。二是行星球磨技术,可以实现批量生产,但粉末相互摩擦,颗粒破坏是不可避免的,材料结构破坏对电池的负面影响不言而喻。第三,热压技术,热处理会破坏固体电解质,所以目前还没有特别理想的方法。第二,固态电池中接口问题的解决方案1。原理最近,PowderTechnology上发表了一篇文章,其中Takashi Kawaguchi使用冲击混合装置研究了电解质和活性物质之间的界面接触。该设备的原理如图1所示。
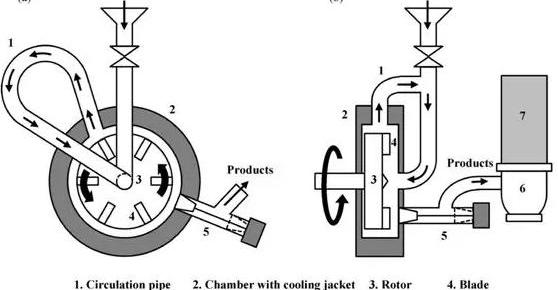
图1。冲击混合设备示意图,A前视图和B侧视图。其目的是用较大颗粒的阴极材料(NCM11)作为主体颗粒,用较小颗粒的电解质颗粒作为载体颗粒,通过干涂层将小颗粒涂覆在大颗粒的表面。考虑到经济问题,开发商使用了硫化物电解质的模型颗粒材料硫酸钠。两种原材料的形态如下:
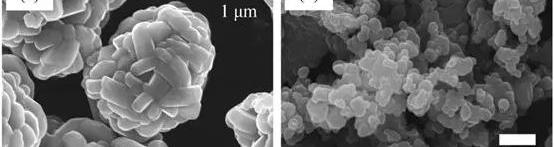
图2。(a) NCM 111的SEM(b)Na2SO4的SEM颗粒分析表明,NCM颗粒的中位直径为5.4μm,硫酸钠的中位径为0.95μm。NCM颗粒坚硬易碎,而硫酸钠颗粒则具有相当大的韧性。作为混合导体,NCM是导电的,而硫酸钠是不导电的。同时,通过压痕法确认了硫酸钠和硫化物电解质((75mol%li2s.25mol%p2s5)的力学财产……
美国东部时间。2.实验方法和结果A.通过三种混合方法比较了不同的形貌:A.简单振动混合B.研磨混合C.研磨混合后,采用冲击混合干燥法进行涂层。如图3所示。
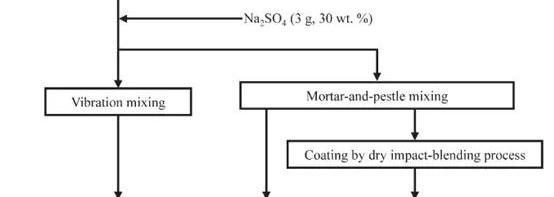
图3。实验模式将NCM三元材料和硫化物固体电解质模拟颗粒以上述三种方式混合后,通过相应的场发射扫描电子显微镜和能量色散X射线光谱仪对三种方式获得的颗粒进行分析,分析结果如图3所示。可以看出:(1)第一行是三种混合物的电子显微镜照片,可以看出振动混合后,三元材料和硫酸钠没有很好地混合,出现了硫酸钠的大团聚体。经过研磨和混合,虽然团聚体减少了,但它们仍然堆积在三元材料颗粒的表面,并且没有很好地涂覆在上面。最佳的涂布效果是第三种干法涂布法,将硫酸钠均匀地涂布在三元颗粒的表面。(2) 第二行和第三行分别表示混合颗粒中S和Mn的映射图,并表示硫酸钠和三元材料在混合颗粒中的分布状态。可以看出,涂层结论与(1)一致。研磨后通过冲击混合涂布的颗粒表面存在均匀且连续的硫酸钠颗粒。
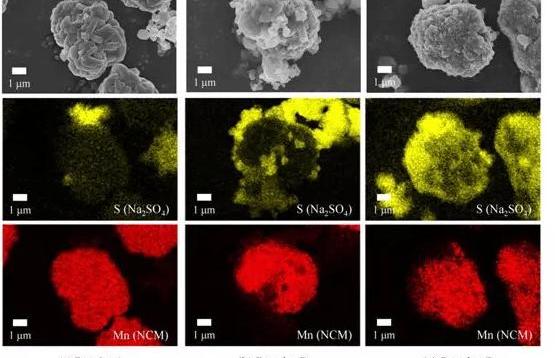
图4。三种不同粉末的FESEM和EDX图像。然后,通过以上分析结果,我们可以得出第三种方法可以很好地解决电解质和生物之间的紧密接触问题。为了验证这样的混合强度是否会损坏活性物质颗粒,C粉末中的硫酸钠被冲走,如下图所示,可以看出三元颗粒的表面仍然完好无损。同时,粉末C的剖面分析表明,NCM颗粒表面有一种连续的层状物质硫酸钠,厚度约为0.5μm。各种结果表明,这种混合设备不会破坏电极材料的颗粒完整性和形态特征。电解质和电极材料混合后不会损坏结构,这对电池性能非常重要。
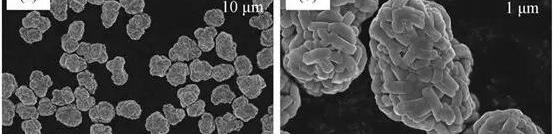
图5。洗涤掉硫酸钠后的C粉末的SEM图像(a)在低倍率下(b)在高倍率下。

图6。截面FESEM和EDX图像的粉末c颗粒通过上述分析结果,提出了活性物质干涂层的模型:首先,研磨后,板载颗粒硫酸钠粘附在主体颗粒NCM111上。经过冲击、摩擦和混合后,板材颗粒会发生塑性变形和聚集,在这个过程中NCM的结构不会受到破坏。这主要是由两种研磨的财产的差异决定的。硫酸钠的韧性和延展性正好适合于涂覆坚硬和脆性的生命物质颗粒。B、本文开头的电阻系数比较,介绍了电解质和生物颗粒的财产。电解质是不导电的,而生物是导电的。这意味着,活性物质颗粒被硫酸钠颗粒包裹得越好,颗粒的电阻率就越大。将粉末A、B和C在360Mpa的压力下压制成片状,并分析了阻力系数。具体分析结果如图7所示。
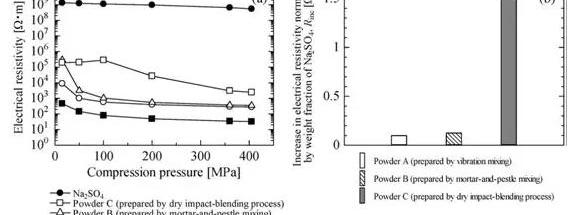
图7。阻力系数分析结果从图7中可以清楚地看出,硫酸钠颗粒的阻力系数最高,其次是粉末C-粉末B-粉末A,NCM颗粒的阻力指数最低,这意味着粉末C的涂层效果最好,结果与上述SEM、EDX和FESEM的结果相同。将粉末A、B和C在360Mpa的压力下压制成片状,并分别通过FESEM和EDX进行分析。图片如图8所示,其中深灰色为硫酸钠,浅灰色为NCM。可以看出,在粉末A中,大面积的NCM团簇聚集在一起,硫酸钠颗粒没有被包裹……
NCM的表面。从EDX分析结果还可以看出,在三种粉末样品中,C粉末中的硫酸钠紧紧包裹在NCM表面,这也验证了这种混合方法的可行性。
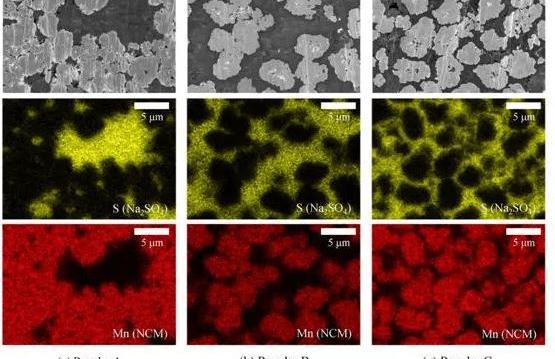
图8。三种粉末压缩后横截面的FESEM和EDX分析为了定量比较三种粉末的混合程度,不是简单地用肉眼观察,而是用统计方法累积比较了压片中NCM和NCM的接触次数,得到了图9的结论。可以看出,对于粉末C,60%的NCM不与NCM直接接触,电解质与电极材料之间的接触效果远好于粉末A和B。
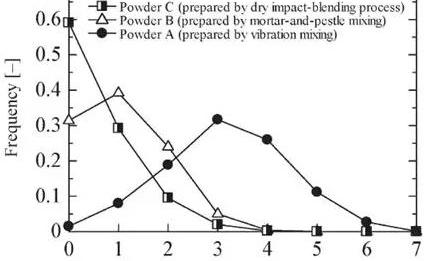
图9。压缩颗粒横截面中每个NCM颗粒的NCM-NCM接触点III。结论通过用寄宿颗粒(电解质)干涂宿主颗粒(活性物质),可以制备连续均匀的电解质涂层。同时,这种方法不会损坏主体颗粒,电解质颗粒可以均匀分散,混合粉末的孔隙率降低,从而完成电解质与电极材料的紧密接触。两种颗粒的紧密结合可以有效降低界面电阻,提高锂离子的迁移率,这也意味着全固态电池可以具有更好的电化学性能。当然,这篇学术文章只是为了模拟实验室条件下电解质颗粒与电极材料之间的接触。全固态电池的充放电反应还存在更为复杂的情况,如热处理过程中元素的相互扩散、充放电的体积效应等。全固态电池批量生产仍需要时间和技术积累,将面临更多问题。《中国制造2025》设定的技术目标是,锂电池的能量密度在2020年达到300Wh/kg,2025年达到400Wh/kg,2030年达到500Wh/kg。目前,市场上使用的液体电解质系统的电池能量密度约为250wh/kg,少数企业声称已达到300Wh/kg的目标。然而,这在材料选择、电解质调整和结构设计方面消耗了大量能量,可能会牺牲部分电池的稳定性和寿命。如果我们想在未来实现更高的能量密度并实现《中国制造2025》设定的技术目标,我们需要在革命性的阳极和阴极材料以及电池系统方面进行创新。固态电池被认为是下一代最有希望取代液态锂电池的电源。与现有的大规模生产的动力电池相比,固态电池使用固体电解质。与液体电解质的易燃特性不同,固体电解质不易燃、无腐蚀性、不易挥发,不存在泄漏问题。它在高压下更稳定,使电池能够在高压下工作,这将大大提高锂电池的比能量和安全性。1.全固态电池的问题目前制约全固态锂电池应用的主要问题是电池的低能量和低功率密度,而决定电池能量和功率密度的主要因素包括电极材料、电解质材料及其界面的特性。在无机化学领域,许多大师对无机电解质进行了全面的研究,为锂电池电解质的选择奠定了坚实的基础。例如,无机硫化物固体电解质由于其高离子导电性,最近引起了人们的广泛关注。它的离子电导率可以与有机液体电解质的离子电导率相媲美。然而,全固态电池中的接口问题尚未得到有效解决。界面问题:电解质从液体变为固体后,锂电池系统从电极材料电解质的固液界面变为电极材料固体电解质的固-固界面。不同之处在于,固体和固体之间没有润湿性,其界面更容易形成更高的接触电阻。固体电解质/电极界面难以完全接触,组分相互扩散甚至反应,形成空间电荷层,导致全固体锂离子的内阻……
电池急剧增加并且电池的循环性能恶化。目前,有三种方法可以在生物和固体电解质之间建立紧密的结合:一种是使用脉冲激光沉积,虽然效果很好,但仍处于实验室阶段,使用这种方法进行大规模生产是不现实的。二是行星球磨技术,可以实现批量生产,但粉末相互摩擦,颗粒破坏是不可避免的,材料结构破坏对电池的负面影响不言而喻。第三,热压技术,热处理会破坏固体电解质,所以目前还没有特别理想的方法。第二,固态电池中接口问题的解决方案1。原理最近,PowderTechnology上发表了一篇文章,其中Takashi Kawaguchi使用冲击混合装置研究了电解质和活性物质之间的界面接触。该设备的原理如图1所示。
图1。冲击混合设备示意图,A前视图和B侧视图。其目的是用较大颗粒的阴极材料(NCM11)作为主体颗粒,用较小颗粒的电解质颗粒作为载体颗粒,通过干涂层将小颗粒涂覆在大颗粒的表面。考虑到经济问题,开发商使用了硫化物电解质的模型颗粒材料硫酸钠。两种原材料的形态如下:
图2。(a) NCM 111的SEM(b)Na2SO4的SEM颗粒分析表明,NCM颗粒的中位直径为5.4μm,硫酸钠的中位径为0.95μm。NCM颗粒坚硬易碎,而硫酸钠颗粒则具有相当大的韧性。作为混合导体,NCM是导电的,而硫酸钠是不导电的。同时,通过压痕试验确认了硫酸钠和硫化物电解质((75mol%li2s.25mol%p2s5)的机械财产。2.实验方法和结果A.通过三种混合方法比较了不同的形貌:A.简单振动混合B.研磨混合C.研磨混合后,采用冲击混合干燥法进行涂层。如图3所示。
图3。实验模式将NCM三元材料和硫化物固体电解质模拟颗粒以上述三种方式混合后,通过相应的场发射扫描电子显微镜和能量色散X射线光谱仪对三种方式获得的颗粒进行分析,分析结果如图3所示。可以看出:(1)第一行是三种混合物的电子显微镜照片,可以看出振动混合后,三元材料和硫酸钠没有很好地混合,出现了硫酸钠的大团聚体。经过研磨和混合,虽然团聚体减少了,但它们仍然堆积在三元材料颗粒的表面,并且没有很好地涂覆在上面。最佳的涂布效果是第三种干法涂布法,将硫酸钠均匀地涂布在三元颗粒的表面。(2) 第二行和第三行分别表示混合颗粒中S和Mn的映射图,并表示硫酸钠和三元材料在混合颗粒中的分布状态。可以看出,涂层结论与(1)一致。研磨后通过冲击混合涂布的颗粒表面存在均匀且连续的硫酸钠颗粒。
图4。三种不同粉末的FESEM和EDX图像。然后,通过以上分析结果,我们可以得出第三种方法可以很好地解决电解质和生物之间的紧密接触问题。为了验证这样的混合强度是否会损坏活性物质颗粒,C粉末中的硫酸钠被冲走,如下图所示,可以看出三元颗粒的表面仍然完好无损。同时,粉末C的剖面分析表明,NCM颗粒表面有一种连续的层状物质硫酸钠,厚度约为0.5μm。各种结果表明,这种混合设备不会破坏电极材料的颗粒完整性和形态特征。电解质和电极材料混合后不会损坏结构,这对电池性能非常重要。
/5.jpg“/>
图5。洗涤掉硫酸钠后的C粉末的SEM图像(a)在低倍率下(b)在高倍率下。
图6。截面FESEM和EDX图像的粉末c颗粒通过上述分析结果,提出了活性物质干涂层的模型:首先,研磨后,板载颗粒硫酸钠粘附在主体颗粒NCM111上。经过冲击、摩擦和混合后,板材颗粒会发生塑性变形和聚集,在这个过程中NCM的结构不会受到破坏。这主要是由两种研磨的财产的差异决定的。硫酸钠的韧性和延展性正好适合于涂覆坚硬和脆性的生命物质颗粒。B、本文开头的电阻系数比较,介绍了电解质和生物颗粒的财产。电解质是不导电的,而生物是导电的。这意味着,活性物质颗粒被硫酸钠颗粒包裹得越好,颗粒的电阻率就越大。将粉末A、B和C在360Mpa的压力下压制成片状,并分析了阻力系数。具体分析结果如图7所示。
图7。阻力系数分析结果从图7中可以清楚地看出,硫酸钠颗粒的阻力系数最高,其次是粉末C-粉末B-粉末A,NCM颗粒的阻力指数最低,这意味着粉末C的涂层效果最好,结果与上述SEM、EDX和FESEM的结果相同。将粉末A、B和C在360Mpa的压力下压制成片状,并分别通过FESEM和EDX进行分析。图片如图8所示,其中深灰色为硫酸钠,浅灰色为NCM。可以看出,在粉末A中,大面积的NCM团簇聚集在一起,硫酸钠颗粒没有包裹在NCM的表面。从EDX分析结果还可以看出,在三种粉末样品中,C粉末中的硫酸钠紧紧包裹在NCM表面,这也验证了这种混合方法的可行性。
图8。三种粉末压缩后横截面的FESEM和EDX分析为了定量比较三种粉末的混合程度,不是简单地用肉眼观察,而是用统计方法累积比较了压片中NCM和NCM的接触次数,得到了图9的结论。可以看出,对于粉末C,60%的NCM不与NCM直接接触,电解质与电极材料之间的接触效果远好于粉末A和B。
图9。压缩颗粒横截面中每个NCM颗粒的NCM-NCM接触点III。结论通过用寄宿颗粒(电解质)干涂宿主颗粒(活性物质),可以制备连续均匀的电解质涂层。同时,这种方法不会损坏主体颗粒,电解质颗粒可以均匀分散,混合粉末的孔隙率降低,从而完成电解质与电极材料的紧密接触。两种颗粒的紧密结合可以有效降低界面电阻,提高锂离子的迁移率,这也意味着全固态电池可以具有更好的电化学性能。当然,这篇学术文章只是为了模拟实验室条件下电解质颗粒与电极材料之间的接触。全固态电池的充放电反应还存在更为复杂的情况,如热处理过程中元素的相互扩散、充放电的体积效应等。全固态电池批量生产仍需要时间和技术积累,将面临更多问题。
标签:
在清明小长假前,吉利汽车发布了三月份以及一季度销量数据,其中三月总销量为120964辆,同比增长39。全新帝豪、博越、帝豪GS、帝豪GL等7款车型销量过万辆。
1900/1/1 0:00:00编者按扎根在以动力电池为核心的产业链上,不得不在政策的大起大落中,冷眼看行业;在资本的风起云涌中,预判格局走向;在专家的慷慨激辩中,凝练自身观点。
1900/1/1 0:00:00来自乘联会的数据,2017年我国新能源汽车销售777万辆,预计2018年我国新能源汽车销量有望突破百万辆。快速增长的新能源汽车也刺激了动力电池市场飞速发展。
1900/1/1 0:00:00去年10月的时候,我去奥迪总部和奥迪各部门的质检工程师做了一整天的交流,在交流中让我印象最为深刻的一句话就是:在2000年时,汽车的科技化水平和消费电子有6年左右的差距,
1900/1/1 0:00:00愚人节当天,特斯拉首席执行官马斯克给大家开了个玩笑,他连发几条推特,戏称特斯拉已“完全破产”。虽然这是戏言,但是刚刚过去的3月,一大波做空特斯拉的势力确实让这家公司狼狈不堪。
1900/1/1 0:00:00“公司在全球的行业龙头地位正在让公司获得越来越充分的话语权和议价权,有高增长的业绩打底”,4月4日,湘潭电化002125年度股东会上,董事长谭新乔语气轻松,
1900/1/1 0:00:00